1. Problemas identificados
Desde 2020, la Planta A, una línea de producción de cemento por vía seca, ha experimentado con frecuencia varios problemas. Estos problemas incluían aglomeraciones en el interior de los silos de cemento, dificultad para extraer el cemento de los silos y acumulación de material durante la carga de trenes a granel. La planta aplicó contramedidas como la limpieza de los silos, la reducción del contenido de humedad de los materiales de alimentación del molino y el uso de cribas vibratorias. Estas acciones aliviaron las dificultades de embarque del cemento pero no proporcionaron una solución completa.
La planta A opera una línea de hornos de cemento. Su sistema de molienda de cemento utiliza un proceso combinado (en circuito cerrado) con una prensa de rodillos y un molino de bolas. El problema de aglomeración y bloqueo se produjo principalmente durante el envío del tipo de cemento P-O 52.5. Este cemento utiliza escoria y piedra caliza como materiales mezclados, y yeso desulfurado como retardador. El yeso desulfurado contenía 18,8% de agua cristalina y 40,6% de SO₃. Los objetivos de control de calidad de la producción de cemento eran: residuo de tamiz de 45 μm (7 ± 2)%, superficie específica (340 ± 10) m²/kg, y contenido de SO₃ (2,5 ± 0,2)%.
2. Investigación y pruebas
2.1. Situación de aglomeración y pruebas experimentales
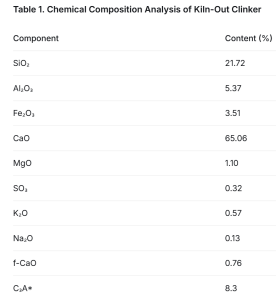
El incidente más reciente se produjo en el silo 3, que almacenaba cemento P-O 52,5. Los terrones de cemento bloquearon la salida de descarga, obstaculizando el flujo de material. Los trabajadores despejaron la obstrucción utilizando aire a alta presión y retirando manualmente los grumos grandes. Posteriormente, no se produjeron más bloqueos ni problemas de flujo durante una semana. Cabe destacar que, seis meses antes de este bloqueo, se había instalado una criba vibratoria a la entrada del silo. La figura 1 muestra las partículas de cemento grumoso cribadas a la entrada. Los grumos grandes ya habían adquirido una resistencia considerable, ya que no se rompían al dejarlos caer desde una altura de 0,5 metros. Sin embargo, las partículas más pequeñas podían triturarse a mano. La figura 2 muestra terrones endurecidos retirados durante una operación de limpieza anterior. Este cemento se había endurecido y había ganado fuerza, resistiendo también en gran medida la rotura por una caída desde 0,5 metros. Además, se observó material aglomerado en el cemento durante el proceso de carga y envío desde el silo 3.
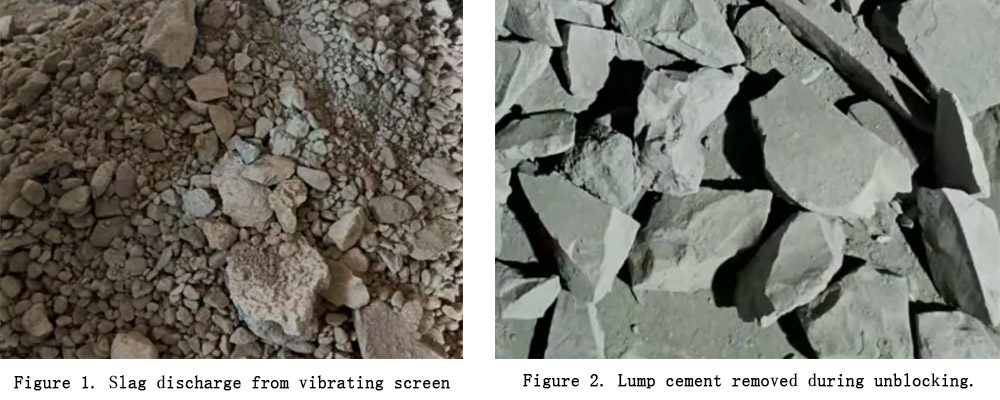
Pesamos la muestra de cemento extraída del silo y el material retenido en un tamiz de malla cuadrada de 0,9 mm. La proporción de masa de material en bolas/aglomerado fue de 10,5%. Las pruebas mostraron que el contenido medio de humedad de este material en bolas/grumos era de 1,15%, y la humedad media de los grumos de escoria tamizados (figura 1) era de 0,97%. Estos valores superaban significativamente el límite de control de 0,6%. Cepillamos en seco y trituramos el material en bolas en el tamiz de 0,9 mm. El material triturado tenía una superficie específica de 405 m²/kg, unos 60 m²/kg más que la media. Esto indica un contenido mucho mayor de polvo fino (partículas de <3 μm) en el material balizado en comparación con la media del cemento de entrada. Por lo tanto, es probable que la aglomeración y el baldeo se produzcan más fácilmente en el polvo fino de cemento. Esto también puede interpretarse como que el polvo fino es más propenso a la prehidratación. Tras la descarga, cerca de 1-2 toneladas de cemento residual permanecieron adheridas cerca de la salida de descarga dentro de los camiones cisterna devueltos. Este cemento mostraba adherencia y se desmenuzaba fácilmente con la mano. Su contenido medio de humedad era de 0,96%, similar al exceso de humedad encontrado en los terrones y las bolas.
2.2. Investigación y verificación de causas
Basándonos en la humedad claramente anormal de las bolas y los grumos, dedujimos inicialmente la causa. Sospechábamos que las pequeñas partículas de cemento sufrían una nucleación por hidratación cuando se exponían al agua (o la absorbían) a altas temperaturas. A continuación, éstas crecieron gradualmente hasta formar grumos y terrones durante el almacenamiento. En consecuencia, investigamos más a fondo la humedad del cemento, la temperatura de salida del molino y la distribución del tamaño de las partículas.
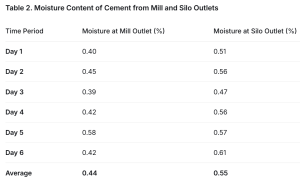
Controlamos y registramos continuamente el contenido de humedad del cemento P-O 52,5 que entraba en el silo. La tabla 2 muestra los resultados. La humedad media fue de 0,44% a la salida del molino y de 0,55% a la salida del silo. En cambio, la humedad media del cemento en bolas y en grumos fue de 1,06%. Esto indica que el cemento absorbió humedad durante el almacenamiento, aumentando la humedad global en 0,11%. La humedad del cemento en bolas/grumos aumentó en 0,62%.
También hicimos un seguimiento de la temperatura del gas a la salida del molino durante la producción de P-O 52,5 (Tabla 3). La temperatura del gas era entre 5 y 10 °C inferior a la del polvo. La temperatura del cemento era de aproximadamente 110 °C. Esta elevada temperatura proporcionó las condiciones necesarias para la deshidratación del yeso desulfurado durante el almacenamiento. El agua cristalina liberada del yeso se convirtió en agua libre, que fue absorbida por el cemento.

Tomamos muestras de cemento de la salida del molino para comprobar el tamaño de las partículas. Los valores de finura por el método del tamiz de 45 μm fueron 7,1%, 5,5% y 6,0%. Estos valores coincidían básicamente con los resultados del análisis granulométrico por láser: 6,79%, 5,22% y 5,25%. Los valores de superficie específica por el método Blaine de permeabilidad al aire fueron de 342 m²/kg, 336 m²/kg y 345 m²/kg. Los coeficientes de uniformidad de la distribución del tamaño de las partículas fueron de 1,107, 1,042 y 1,090. En un sistema de molienda de circuito cerrado, esto indica una distribución del tamaño de las partículas relativamente estrecha. El contenido de partículas <3 μm fue de 18,68%, 19,04% y 19,15% respectivamente, lo que indica un contenido de polvo fino relativamente alto. Este alto contenido de finos probablemente indujo el apelmazamiento y la aglomeración del cemento.
La revisión de los datos meteorológicos públicos de la región de la planta A en los últimos años mostró una tendencia general al alza de la humedad relativa media del aire. Además, la humedad relativa superó los 80% en el último año. Este aire húmedo favoreció la absorción de humedad y la hidratación del cemento durante el almacenamiento.
Por lo tanto, concluimos que la causa principal de la aglomeración en la planta A era el alto contenido de polvo fino (<3 μm). Las altas temperaturas provocaron la deshidratación del yeso desulfurado. Este efecto, combinado con la humedad del aire, indujo conjuntamente la hidratación y el endurecimiento del cemento. Este proceso comenzó con la nucleación y la formación de bolas, creciendo gradualmente hasta convertirse en formaciones grumosas.
3. Medidas de mejora y resultados
Basándose en las conclusiones anteriores, la Planta A aplicó las siguientes medidas:
(1) Redujeron la temperatura del cemento que salía del molino aumentando el caudal de aire en la cola del molino e introduciendo más aire de refrigeración en el clasificador. También cambiaron regularmente la salida de descarga del clínker. En consecuencia, la temperatura del gas de salida del molino disminuyó de 100°C a unos 90°C.
(2) Redujo la proporción de yeso desulfurado de 5,5% a 4,8%.
(3) Potenció el efecto dispersante del auxiliar de molienda para acelerar el flujo de material en el molino de bolas. Esto aumentó la carga de circulación del molino de bolas, redujo la acumulación de calor localizado y minimizó la generación de polvo fino. El contenido de polvo fino <3 μm se controló por debajo de 17%. Además, minimizaron el tiempo de almacenamiento del cemento en los silos.
Tras consumir durante un tiempo las existencias de cemento almacenado, la cantidad de cemento en bolas y grumoso extraído de los silos disminuyó significativamente. Durante los últimos seis meses, no se han vuelto a producir incidentes de obstrucción de la salida de descarga ni de acumulación de material durante la carga de los trenes.
4. Conclusión
Las principales causas del apelmazamiento del cemento en la Planta A fueron la alta temperatura del cemento entrante, que convertía el agua cristalina del yeso desulfurado en agua libre, y la lenta absorción posterior de la humedad del ambiente húmedo durante el almacenamiento. Esto aumentó el contenido de humedad del cemento. La elevada proporción de polvo fino (<3 μm) en el cemento provocó la prehidratación de algunos finos, formando gradualmente grandes grumos. Las medidas aplicadas resolvieron con éxito el problema de los grumos.