Le processus de broyage du ciment utilise un système combiné en circuit ouvert. Ce système se compose d'une presse à rouleaux Φ200-180 et d'une presse à rouleaux Ø4,2m×13m broyeur à boulets. Cependant, l'élévateur de matériaux à recirculation du système était confronté à des problèmes majeurs. Il fonctionnait sous une charge et un courant élevés. Par conséquent, les chaînes, les godets et la grille de dispersion du séparateur en V ont subi une forte usure. Il en résultait un taux de défaillance élevé, une charge de travail de maintenance importante et des réparations coûteuses. En fin de compte, ces problèmes ont entraîné un faible rendement du système et une forte consommation d'énergie pour le broyage du ciment.
Un nouvel élévateur a été ajouté au système de presse à rouleaux. Cette modification a permis non seulement de réduire la charge sur l'élévateur de recirculation d'origine, mais aussi d'augmenter le taux de circulation de la presse à rouleaux. En outre, elle a permis de réduire le taux de défaillance, les efforts de maintenance et les coûts. L'objectif d'augmenter la production et de réduire la consommation a été atteint avec succès.
Introduction
Une entreprise exploite une ligne de clinker de 5 000 t/j et une ligne de clinker de 2 500 t/j. La ligne de 5 000 t/j a été mise en service en novembre 2020. La ligne de 5 000 t/j est entrée en service en novembre 2020. Sa ligne de broyage de ciment de soutien #3 utilise le processus de broyage combiné en circuit ouvert avec une presse à rouleaux Φ200-180 et un broyeur à boulets Ø4,2×13m. La ligne a une capacité de broyage de 260 t/h et une capacité annuelle de 1,9 million de tonnes.
Actuellement, le système de broyage du ciment #3 est limité par la capacité insuffisante de l'ascenseur de recirculation des matériaux de la presse à rouleaux. Cela entraîne une faible production de ciment et une forte consommation d'énergie. L'entreprise a donc décidé de moderniser le système de presse à rouleaux en ajoutant un nouvel élévateur.
Situation avant la réforme
Le système de broyage de ciment #3 utilise le processus de broyage combiné en circuit ouvert avec une presse à rouleaux Φ200-180 et un broyeur à boulets Ø4,2m×13m. Actuellement, pour produire du ciment P-O 42,5, sa production est de 240-270 t/h, et sa consommation d'énergie de broyage est de 33-34 kWh/t. Par rapport à d'autres systèmes dotés du même équipement principal, sa capacité est relativement faible et sa consommation d'énergie est élevée.
L'élévateur à recirculation d'origine avait une capacité nominale de 1650 t/h et une capacité maximale de 2000 t/h. Le débit prévu de la presse à rouleaux est de 1 500 à 1 800 t/h. En outre, 260-280 t/h d'aliments frais entrent d'abord dans cet élévateur à recirculation. Ils se mélangent à la matière en recirculation et entrent ensemble dans le séparateur en V (ci-après “séparateur en V”). Ainsi, la capacité de manutention requise pour l'élévateur à recirculation atteint 1760-2060 t/h.
Pour garantir un fonctionnement stable et sûr, le taux de charge de l'élévateur à recirculation ne pouvait être contrôlé qu'à 85%-90%, soit un taux de manutention réel de 1700-1800 tonnes par heure. Dans le cas contraire, le courant du moteur de l'élévateur s'alarmerait fréquemment, dépassant 390 A. Il ne pourrait pas répondre à l'exigence de taux de circulation maximal du système pour une production efficace (environ 2200 t/h).
En raison du débit élevé de matériaux, de la forte charge et du courant élevé, les chaînes, les godets et la grille de dispersion du séparateur en V se sont fortement usés. Cela a entraîné un taux de défaillance élevé du réducteur de l'élévateur à recirculation, ce qui a nécessité des travaux de maintenance et des coûts importants. Un jeu complet de chaînes et de godets d'élévateur devait être remplacé tous les ans et demi, ce qui coûtait plus d'un million de RMB. Le réducteur est tombé en panne plusieurs fois en l'espace d'un an.
Par conséquent, la production ne pouvait se poursuivre qu'en réduisant le volume de matériau en recirculation dans le système de presse à rouleaux. Cela a limité le rendement du système et entraîné une forte consommation d'énergie par tonne de ciment.
Solution de modernisation
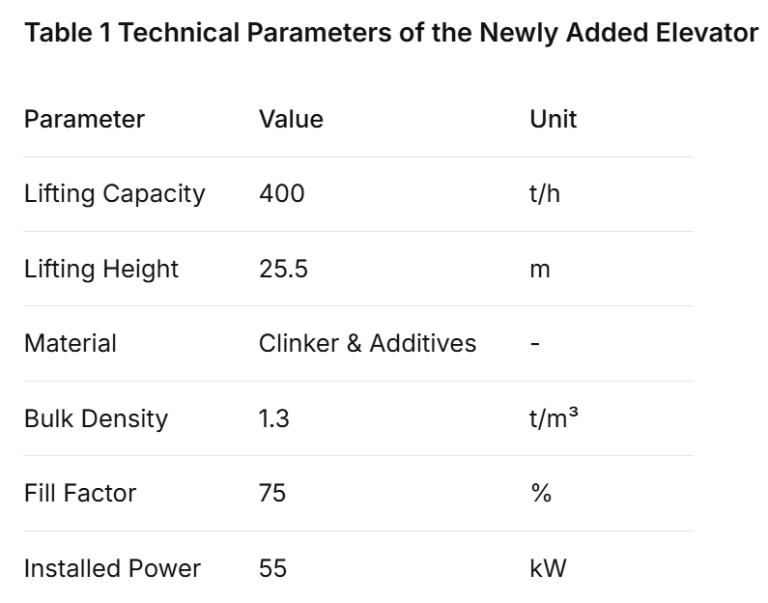
Après avoir comparé plusieurs plans de modification technique, l'entreprise a décidé d'ajouter un nouvel élévateur au système de presse à rouleaux (voir tableau 1).
La tête et le système d'entraînement du convoyeur à bande existant du silo de mélange de ciment ont été déplacés de 2 mètres vers le silo pour faire de la place au nouvel élévateur. La benne de déchargement externe existante a été démontée et le nouvel élévateur a été installé au niveau du sol à 0,000m. Des ouvertures ont été créées dans les dalles de plancher existantes aux élévations 6.000m, 12.500m, 23.000m, 30.000m, et 37.500m pour le passage du nouvel élévateur.
Le dépoussiéreur existant a été utilisé. Le petit dépoussiéreur et le ventilateur situés au niveau 12.500m ont été déplacés pour assurer le contrôle des poussières aux points de transfert du nouvel ascenseur. Une plate-forme de maintenance en acier a été installée à la tête du nouvel ascenseur, et certaines structures en acier existantes ont été renforcées.
Les câbles d'alimentation et de commande du nouvel élévateur ont été raccordés à des circuits de réserve dans la salle de distribution électrique existante, et de nouveaux boutons de démarrage/arrêt locaux ont été installés. Le nouvel élévateur transporte l'alimentation fraîche jusqu'au tuyau d'alimentation situé au sommet de la trémie de stabilisation, où elle se mélange à la matière sortant du séparateur en V avant d'entrer dans la trémie.
Des modifications ont également été apportées à la section du bac de stabilisation de la presse à rouleaux : Le diamètre de la goulotte existante entre le séparateur en V et le bac de stabilisation a été augmenté pour éviter le colmatage. L'alimentation fraîche entre maintenant verticalement dans cette goulotte pour éviter la ségrégation des matériaux ; la goulotte a été revêtue de plaques résistantes à l'usure. Une plaque de distribution a été installée à l'intérieur de la trémie de stabilisation pour éviter la ségrégation, et la section du cône de la trémie a été modifiée et revêtue de plaques résistantes à l'usure.
La goulotte reliant le bac de stabilisation à la presse à rouleaux a été remplacée. Une vanne à tige manuelle a été installée à des fins de maintenance, et la taille du clapet pneumatique a été augmentée pour garantir un niveau de matériau et une pression stables avant la presse à rouleaux. Le dispositif d'alimentation de la presse à rouleaux d'origine et les déflecteurs internes ont été remplacés pour permettre un réglage garantissant un écartement uniforme des rouleaux.
Les travaux de génie civil pour les fondations du nouvel ascenseur, ainsi que l'installation de l'équipement et les essais à vide, ont été réalisés pendant les périodes de production. L'intégration finale dans le système n'a nécessité qu'un arrêt de l'usine pour la maintenance afin de connecter les interfaces.
Le nouvel élévateur a une capacité de 400 t/h (max. 450 t/h), ce qui répond aux besoins de la production. Il est équipé d'un capteur de vitesse et d'un indicateur de niveau en bas pour surveiller le fonctionnement. Le système d'origine, dans lequel l'alimentation fraîche entrait dans l'élévateur à recirculation, a été conservé comme solution de secours en cas de défaillance du nouvel élévateur, ce qui a permis d'éviter les arrêts de production.
Résolution des problèmes pendant l'essai et résultats de la modernisation
Au cours des premiers essais, le nouvel ascenseur a fréquemment déclenché des alarmes de basse vitesse, de niveau élevé et de surcharge, ce qui a entraîné des déclenchements. L'analyse a montré qu'il s'agissait de fausses alarmes déclenchées par l'accumulation de matériaux créant un niveau élevé dans le coffre de l'élévateur. La largeur de l'ouverture d'entrée et sa distance par rapport aux godets ont été réduites, et le dispositif de tension de l'élévateur a été réajusté. Après ces mesures, le fonctionnement du nouvel ascenseur s'est progressivement normalisé.
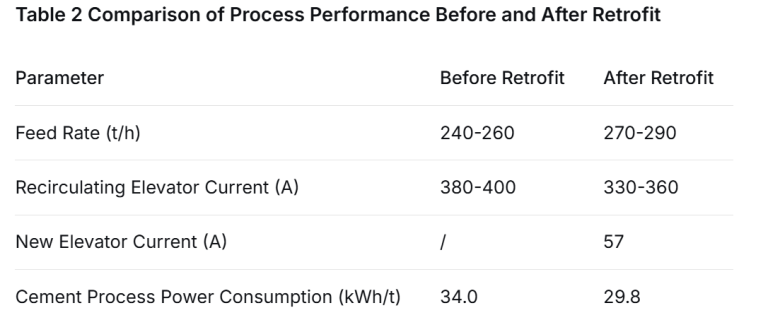
Les paramètres clés du processus de production du ciment P-O 42,5 avant et après la modernisation sont indiqués dans le tableau 2.
Conclusion
Le système de broyage combiné du ciment est revenu à une production normale peu de temps après l'ajout du nouvel élévateur. Le nouvel élévateur fonctionne en douceur, sans bruit anormal, et ne nécessite qu'un minimum d'entretien. La production du système a augmenté facilement de 30 t/h. La consommation d'énergie par tonne de ciment est passée de 34,0 kWh/t avant la modernisation à 29,8 kWh/t.
Cette modernisation a non seulement apporté des avantages économiques grâce à l'augmentation de la production et à la réduction de la consommation, mais aussi des avantages sociaux grâce à la réduction des émissions de CO2 associée à la diminution de la consommation d'électricité.