
What Is a Cyclone Separator?
A cyclone separator is an industrial separation device that removes solid particles, dust, debris, and liquid droplets from gas streams using centrifugal force and gravity. It serves as a core piece of equipment for industrial gas-solid separation.
Unlike baghouses and electrostatic precipitators (ESPs), a cyclone dust collector has no moving parts or filter consumables and is not prone to clogging. It can operate stably under high-temperature, high-dust, and high-wear working conditions, making it ideal for industrial pre-treatment, pre-filtration, and powder recovery applications.
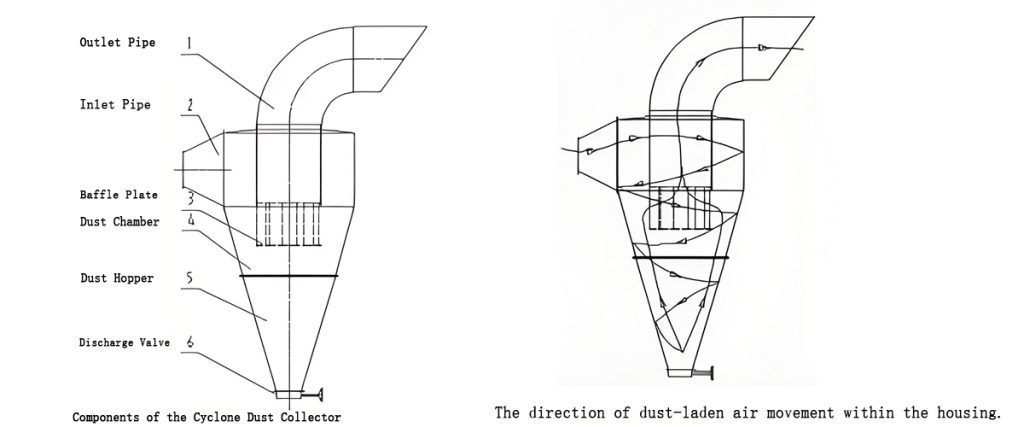
Core Components & Engineering Physics
The performance of a cyclone depends heavily on the geometry of its core components. Understanding these parts helps engineers diagnose efficiency drops, system wear, and pressure loss issues:
- Tangential Inlet: Transforms linear gas flow into a high-speed swirling airflow, forming the stable centrifugal field required for precise particle separation.
- Cylindrical Body: Stabilizes the outer vortex and completes the primary separation of coarse, heavy particles from the gas stream.
- Conical Section: Gradually reduces the airflow rotation radius, forcing dust downward while accelerating vortex velocity to capture finer particulate matter.
- Vortex Finder (Central Gas Outlet): Extends downward into the cylinder to prevent dirty gas short-circuiting, ensuring only purified inner vortex air exits the system.
- Trémie à poussière: Collects settled dust at the base for centralized discharge or valuable material recovery. A perfect airtight seal is critical to avoid efficiency loss.
Working Principle: The Mechanics of Centrifugal Separation
The cyclone separator working principle relies entirely on swirling centrifugal separation. The entire operation requires no electric-driven moving parts and runs purely on airflow kinetic energy:
- High-Speed Tangential Air Intake: Dust-laden gas enters the cyclone chamber at a precise velocity of 18–25 m/s, forming a high-speed downward outer vortex along the inner wall.
- Centrifugal Particle Separation: Dust particles within the airflow are subjected to centrifugal force 500 to 2000 times greater than gravity, pushing particles outward toward the cyclone wall.
- Gravity Settling and Dust Collection: As particles hit the inner wall, they lose kinetic energy, slide down the conical section, and settle into the bottom dust hopper.
- Clean Gas Discharge: When the spinning air column reaches the bottom, it reverses direction, forming a clean upward inner vortex that exits through the central vortex finder.
Key Performance Metric: Understanding the D50 Cutoff Diameter
- Standard Cyclones: Best for medium and coarse dust above 10 μm, ideal for general pre-dust removal, with a typical D50 cutoff diameter of 10–20 μm.
- High-Efficiency Cyclones: Stably captures fine particles between 4–7 μm, suitable for strict industrial emission standards, with a D50 cutoff diameter as low as 4 μm.
The Pre-Filter Rule for Maximum ROI: If your local emissions standards require ultra-fine dust control (PM2.5 and sub-10μm particulate limits), treat the cyclone as a high-load pre-separator. Removing up to 90% of heavy dust and abrasive coarse particles before it reaches downstream baghouses can extend filter bag service life by 300%–400%, drastically reducing replacement costs and unplanned production downtime.
Solving Abrasion Challenges in Cement & Mining Industries
In heavy industries like cement production, mining, and aggregate processing, cyclone separators handle highly abrasive materials including silica clinker, quartz, limestone, and metal ores. At high inlet velocities, these particles act like sandpaper, wearing through standard carbon steel casings in under six months.
Selecting the correct lining material directly determines service life, maintenance frequency, and overall Total Cost of Ownership (TCO).
Wear-Resistant Lining Material Performance Comparison
Lining Material | Hardness (Mohs / HRC) | Service Life Index | Ideal Application Scenarios |
|---|---|---|---|
Standard Carbon Steel | ~150 HB | 1x (Baseline) | Non-abrasive, light-duty dust collection |
Hardox / AR400 Steel | 40–50 HRC | 3x – 4x | Medium-abrasive minerals, aggregate processing |
High-Chromium Cast Iron | 55–62 HRC | 6x – 8x | High-impact zones: inlet & upper conical section |
92%/95% Alumina Ceramic | 9 Mohs | 15x – 20x | Cement clinker, quartz, extreme abrasive fine dust |
Why Alumina Ceramic Lining Is the Industry Gold Standard
- Extreme Hardness: Mohs 9 hardness provides superior resistance against mineral scouring and abrasive dust erosion.
- Zero Frequent Maintenance: Ceramic-lined units run 3–5 years without patching or shell replacement, eliminating continuous repair labor costs.
- High Thermal Stability: Unlike rubber liners that degrade or melt at temperatures above 200°C, ceramic tiles bonded with high-temperature inorganic adhesives remain structurally stable up to 500°C, adapting to most industrial high-temperature flue gas environments.
Real Industry ROI Case: 6-Month Failure vs. 5-Year Service Life
Common Types of Cyclone Separators
1. Single Cyclone Separator
2. Multi-Cyclone Separator (Multiclone)
3. High-Efficiency Cyclone Separator
4. Low Pressure Drop Cyclone Separator
3 Hidden Reasons Your Cyclone Is Losing Efficiency (Engineer’s Troubleshooting Guide)
- Air Leakage (The Silent Killer): A mere 5% air leak at the dust hopper or discharge valve reduces efficiency by 10%–20%. Upward air drafts re-entrain settled dust back into clean exhaust. Always maintain fully sealed rotary airlock valves.
- Unbalanced Inlet Velocity: Sustained velocity below 18 m/s fails to generate sufficient centrifugal force to separate fine dust particles; velocity consistently above 25 m/s causes excessive airflow turbulence, particle re-entrainment, and unnecessary fan energy waste, both leading to reduced overall separation efficiency.
- Hopper Overfilling: Overloaded dust piles interfere with bottom vortex reversal, causing settled dust to be sucked back into the exhaust stack and drastically lowering purification performance.
Technical Comparison: Cyclone Separator vs Baghouse vs ESP
Comparison Item | Séparateur cyclonique | Electrostatic Precipitator (ESP) | |
|---|---|---|---|
Applicable Particle Size | 2.5–100 μm | 0.1–100 μm | 0.01–100 μm |
Removal Efficiency | 50% – 99% | 95% – 99.9% | 90% – 99.9% |
Consumable Requirements | No consumables | Periodic filter bag replacement | Rare electrode maintenance |
O&M Costs | Extremely Low | High (Labor + Filter Costs) | Moyen |
Initial Equipment Cost | Faible | Moyen | Haut |
Floor Space | Compact & Space-saving | Large footprint | Very large footprint |
Best Application | Pre-dust removal, abrasive dust, material recovery, high-temperature flue gas | Fine dust, strict emission compliance | Ultra-large airflow power plant systems |
How to Select the Right Cyclone Separator (Step-by-Step Engineering Checklist)
- Confirm Dust Characteristics: Analyze particle size distribution (PSD), dust concentration, humidity, and abrasiveness. Choose standard models for coarse dust, high-efficiency models for fine dust, and ceramic-lined models for abrasive mineral dust.
- Verify Actual Working Airflow: Calculate real gas volume under on-site temperature and pressure to accurately match single or multi-cyclone configurations.
- Clarify Emission Goals: Use cyclones for cost-effective pre-separation; combine with downstream baghouses if strict ultra-fine emission standards apply.
- Adapt to Operating Environment: Select high-temperature-resistant structures for hot flue gas and stainless steel anti-corrosion designs for corrosive industrial gas.