1.特定された問題
2020年以降、乾式セメント製造ラインであるA工場では、いくつかの問題が頻繁に発生していました。これらの問題とは、セメントサイロ内の固まり、サイロからのセメント抽出の困難さ、バルクトレイン積み込み時の材料の蓄積などです。この工場では、サイロの清掃、ミル供給原料の含水率の低減、振動スクリーンの使用などの対策を実施しました。これらの対策により、セメント出荷の困難は緩和されましたが、完全な解決には至りませんでした。.
A工場は、セメントキルンラインを操業しています。そのセメント粉砕システムは、ローラープレスとボールミルを組み合わせた(閉回路)プロセスを使用しています。凝集と閉塞の問題は、主にP-O 52.5セメントタイプの出荷時に発生しました。このセメントは混合原料としてスラグと石灰石を使用し、遅延剤として脱硫石膏を使用しています。脱硫石膏には18.8%の結晶水と40.6%のSO₃が含まれていました。セメント製造の品質管理目標は45μmふるい残分(7±2)%、比表面積(340±10)m²/kg、SO₃含有量(2.5±0.2)%。.
2.調査とテスト
2.1.クランピングの状況と実験テスト
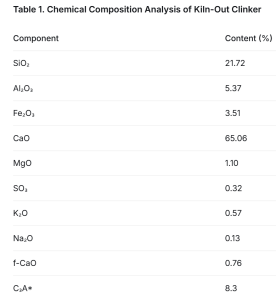
直近の事故は、P-O 52.5セメントを貯蔵していたサイロ3で発生しました。セメントの塊が排出口をふさぎ、材料の流れを妨げました。作業員は高圧エアーを使い、手作業で大きな塊を取り除くことで詰まりを解消しました。その後、1週間は詰まりや流れの問題は発生しませんでした。注目すべきは、この閉塞が発生する半年前に、サイロの入口に振動スクリーンが設置されていたことです。図1は、入口でスクリーンで取り除かれた塊状のセメント粒子を示しています。大きな塊は0.5メートルの高さから落としても壊れず、すでにかなりの強度を獲得していました。しかし、小さな粒子は手で砕くことができました。図2は、以前の除去作業で除去された固まった塊。このセメントは固まって強度を増し、0.5メートルの高さから落としてもほとんど壊れませんでした。さらに、サイロ3からの積み込みと出荷の過程でも、セメント中に塊状の物質が観察されました。.
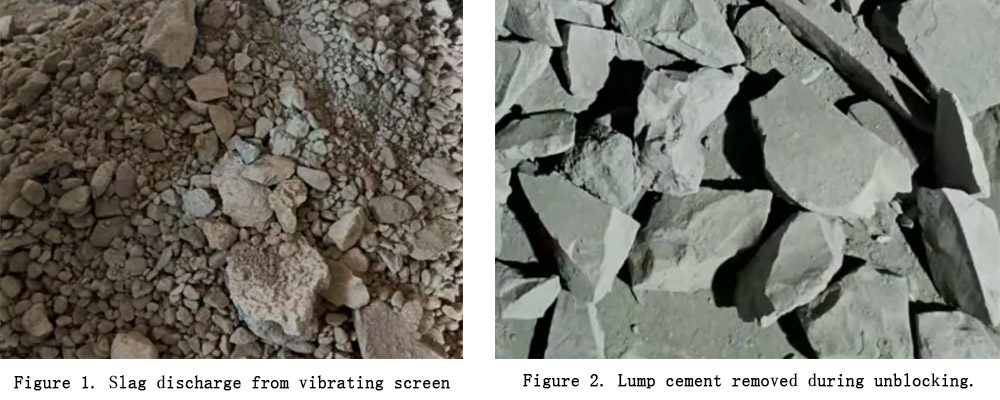
サイロから取り出したセメントと、0.9mm角のふるい上に保持された物質の重量を測定しました。ボール状/塊状物質の質量比率は10.5%でした。試験の結果、このボール状/塊状物の平均含水率は1.15%であり、ふるい分けされたスラグ塊(図1)の平均含水率は0.97%でした。これらの値は管理限界の0.6%を大幅に超えています。0.9mmのふるいにかけたボール状原料をドライブラシで粉砕しました。粉砕物の比表面積は405m²/kgで、平均より約60m²/kg高い。これは、平均的な投入セメントに比べ、ボール状原料中の微粉末(3μm未満の粒子)の含有率が非常に高いことを示しています。従って、微粉セメントでは、凝集とボール化が起こりやす い。これは、微粉末の方が予備水和を起こしやすいと解釈することもできます。荷降ろし後、戻された鉄道タンクローリー内の排出口付近には、約1~2トンの残留セメントが付着したまま残っていました。このセメントは粘着性があり、手で簡単に砕くことができました。その平均含水率は0.96%で、塊やボールに見られた過剰な水分と同様でした。.
2.2.原因究明と検証
玉や塊に明らかに異常な水分が含まれていることから、当初はその原因を推測していました。小さなセメント粒子が高温下で水にさらされ(あるいは水を吸収し)、水和核を形成したのではないかと考えたのです。そして、それが保管中に徐々に塊状に成長したのではないかと考えました。その結果、セメント水分、ミル出口温度、粒度分布をさらに調査しました。.
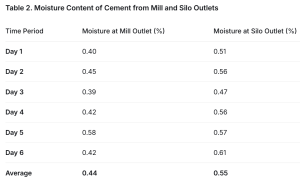
サイロに入るP-O 52.5セメントの含水率を連続的にモニターし、記録しました。表2にその結果を示します。平均水分はミル出口で0.44%、サイロ出口で0.55%でした。一方、球状セメントと塊状セメントの平均水分は1.06%でした。これは、セメントが貯蔵中に水分を吸収し、全体の水分が0.11%増加したことを示しています。球状/塊状セメントの水分は0.62%増加。.
また、P-O 52.5製造中の粉砕機出口のガス温度も追跡しました(表3)。ガス温度は粉体温度より 5-10 °C 低い。セメント温度は約110 °C。この高温は、貯蔵中の脱硫石膏の脱水に必要な条件となりました。石膏から放出された結晶水は自由水となり、セメントに吸収されました。.

粉砕機の出口からセメントサンプルを採取し、粒度を確認しました。45μmふるい法による微粉砕値は、7.1%、5.5%、6.0%でした。これらの値は、レーザー粒度分布測定による結果(6.79%、5.22%、5.25%)と基本的に一致しました。Blaine 透気度法による比表面積値は、342m²/kg、336m²/kg、345m²/kg。粒度分布均一係数は1.107、1.042、1.090。閉回路粉砕システムでは、これは比較的狭い粒度分布を示します。<3 μm粒子の含有量はそれぞれ18.68%、19.04%、19.15%であり、比較的高い微粉含有量を示しています。この高い微粉含有率が、セメントのボール化や塊状化を誘発したと考えられます。.
A工場のある地域の公共気象データを近年見直すと、大気中の平均相対湿度は全般的に上昇傾向にありました。さらに、過去1年間の相対湿度は80%を超えました。この湿度の高い空気は、保管中のセメントの吸湿と水和を促進しました。.
したがって、A工場での塊状化の主な原因は、微粉末(<3μm)の含有量が多いことであると結論づけました。高温は脱硫石膏の脱水を引き起こしました。この効果と空気中の水分が相まって、セメントの水和と硬化が誘発されました。このプロセスは核生成とボール形成から始まり、次第に塊状に成長しました。.
3.改善策と結果
以上の結論に基づき、A工場では以下の対策を実施しました:
(1)ミルテールでの風量を増やし、分級機で冷却空気を多く導入することで、ミルを出るセメントの温度を下げました。また、クリンカ排出口を定期的に切り替えました。その結果、ミル出口ガス温度は100℃から約90℃に低下。.
(2) 脱硫石膏の割合を5.5%から4.8%に削減。.
(3)粉砕助剤の分散効果を高め、ボールミル内の原料の流れを高速化。これにより、ボールミルの循環負荷を高め、局所的な発熱を抑え、微粉の発生を抑制。3μmの微粉の含有量は17%以下に抑制されました。さらに、サイロでのセメント貯蔵時間を最小限に抑えました。.
既存の貯蔵セメントを一定期間消費した後、サイロから抜き出される玉状のセメントや塊状のセメントの量は大幅に減少しました。過去6ヶ月間、排出口の閉塞や列車への積み込み中に材料が堆積する事故は発生していません。.
4.結論
A工場でセメントが凝集した主な原因は、セメントの温度が高く、脱硫石膏の結晶水が自由水に変化したこと、そして、保管中に湿度の高い環境から水分が吸収されるのが遅かったことです。このため、セメントの含水率が高くなりました。セメントに含まれる微粉末(<3μm)の割合が高いため、一部の微粉末が予備水和を起こし、徐々に大きな塊が形成されました。この対策により、塊状化の問題は解決されました。.