1. Выявленные проблемы
С 2020 года на линии по производству цемента по сухому технологическому процессу «Завод А» регулярно возникали различные проблемы. К ним относились образование комков внутри цементных силосов, затруднения при выгрузке цемента из силосов, а также скопление материала при наполнении вагонов-хороморов. На заводе были приняты меры по устранению этих проблем, такие как очистка силосов, снижение влажности сырья, поступающего в мельницу, и использование вибрационных грохотов. Эти меры позволили частично решить проблемы с отгрузкой цемента, однако не обеспечили полного устранения проблемы.
На заводе А эксплуатируется линия цементной печи. В системе помола цемента используется комбинированный (замкнутый) процесс с применением вальцового пресса и шаровой мельницы. Проблема комкования и забивания возникала преимущественно при отгрузке цемента марки P·O 52,5. В качестве добавок в этом цементе используются шлак и известняк, а в качестве замедлителя — десульфурированный гипс. Десульфурированный гипс содержал 18,81 % кристаллической воды и 40,61 % SO₃. Целевые показатели контроля качества при производстве цемента составляли: остаток на сите 45 мкм (7 ± 2)%, удельная поверхность (340 ± 10) м²/кг и содержание SO₃ (2,5 ± 0,2)%.
2. Исследование и испытания
2.1. Ситуация с комкованием и экспериментальные испытания
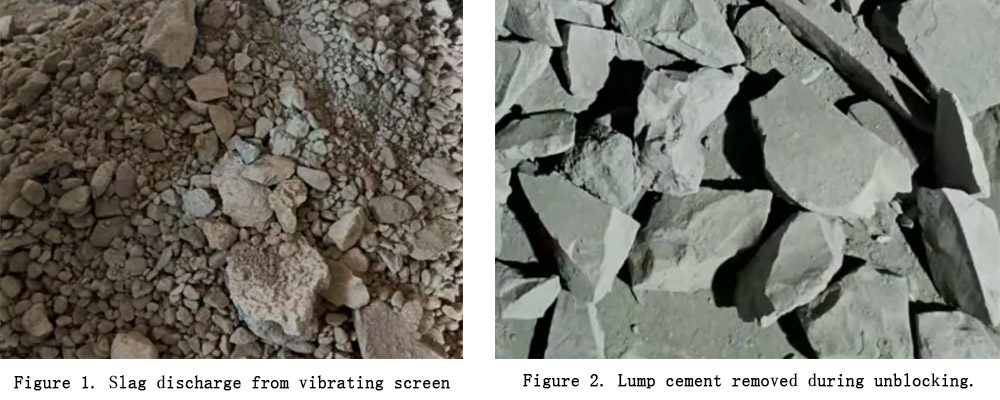
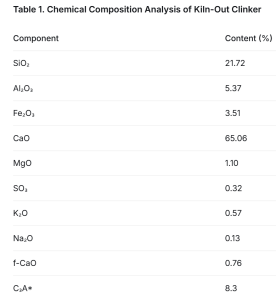
Последний инцидент произошёл в бункере № 3, в котором хранился цемент P·O 52,5. Комки цемента заблокировали выпускное отверстие, препятствуя потоку материала. Рабочие устранили затор с помощью сжатого воздуха под высоким давлением и вручную удалили крупные комки. Впоследствии в течение недели никаких новых заторов или проблем с потоком не возникало. Примечательно, что за шесть месяцев до этой закупорки на входе в силос был установлен вибрационный грохот. На рисунке 1 показаны комки цемента, отсеянные на входе. Крупные комки уже приобрели значительную прочность, поскольку не разбились при падении с высоты 0,5 метра. Однако более мелкие частицы можно было раздробить вручную. На рисунке 2 показаны затвердевшие комки, удаленные во время предыдущей операции по очистке. Этот цемент затвердел и набрал прочность, также в значительной степени сопротивляясь разрушению при падении с высоты 0,5 метра. Кроме того, комковатый материал наблюдался в цементе во время процесса погрузки и отгрузки из силоса № 3.
Мы взвесили пробу цемента, извлеченную из силоса, а также материал, задержавшийся на сите с квадратными ячейками размером 0,9 мм. Массовая доля комковатого/сгусткового материала составила 10,51%. Испытания показали, что средняя влажность этого комковатого/сгусткового материала составляла 1,151 % по массе, а средняя влажность просеянных шлаковых комков (рис. 1) — 0,971 % по массе. Эти значения значительно превышали контрольный предел в 0,61 % по массе. Мы провели сухую очистку и измельчение комковатого материала на сите с ячейками 0,9 мм. Измельченный материал имел удельную поверхность 405 м²/кг, что примерно на 60 м²/кг выше среднего показателя. Это указывает на гораздо более высокое содержание мелкого порошка (частицы размером <3 мкм) в комковатом материале по сравнению со средним исходным цементом. Следовательно, агломерация и комкование, вероятно, происходят более легко в мелком цементном порошке. Это также можно интерпретировать как более высокую склонность мелкого порошка к предварительной гидратации. После разгрузки около 1–2 тонн остаточного цемента осталось прилипшим вблизи выпускного отверстия внутри возвращаемых железнодорожных цистерн. Этот цемент демонстрировал адгезию и легко крошился вручную. Его среднее содержание влаги составляло 0,961 % по массе, что аналогично избыточной влажности, обнаруженной в комках и шариках.
2.2. Расследование и установление причин
Исходя из явно аномального содержания влаги в комках и сгустках, мы сначала выдвинули предположение о причине. Мы предположили, что мелкие частицы цемента подверглись зародышеобразованию гидратации при контакте с водой (или поглощении воды) в условиях высоких температур. Затем в процессе хранения они постепенно превратились в комки и сгустки. В связи с этим мы провели дополнительное исследование влажности цемента, температуры на выходе из мельницы и гранулометрического состава.
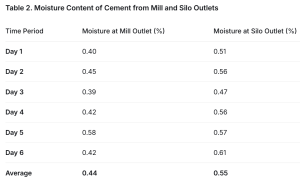
Мы постоянно контролировали и фиксировали содержание влаги в цементе P·O 52,5, поступающем в силос. Результаты приведены в таблице 2. Среднее содержание влаги на выходе из мельницы составляло 0,441%, а на выходе из силоса — 0,551%. В то же время средняя влажность цемента, сформировавшего комки и грудки, составляла 1,061 TP3T. Это свидетельствует о том, что цемент поглотил влагу во время хранения, в результате чего общая влажность увеличилась на 0,111 TP3T. Влажность цемента, сформировавшего комки и грудки, увеличилась на 0,621 TP3T.
Мы также отслеживали температуру газа на выходе из мельницы во время производства P·O 52,5 (табл. 3). Температура газа была на 5–10 °C ниже, чем температура порошка. Температура цемента составляла примерно 110 °C. Такая высокая температура обеспечивала необходимые условия для дегидратации десульфурированного гипса во время хранения. Кристаллическая вода, выделявшаяся из гипса, превращалась в свободную воду, которая затем поглощалась цементом.

Мы отобрали пробы цемента на выходе из мельницы для определения размера частиц. Показатели тонкости, полученные методом просеивания через сито с ячейками 45 мкм, составили 7,1%, 5,5% и 6,0%. Эти значения в основном совпали с результатами лазерного анализа размера частиц: 6,79%, 5,22% и 5,25%. Значения удельной поверхности, определенные методом воздухопроницаемости по Блейну, составили 342 м²/кг, 336 м²/кг и 345 м²/кг. Коэффициенты однородности распределения частиц по размерам составили 1,107, 1,042 и 1,090. В системе измельчения с замкнутым контуром это указывает на относительно узкое распределение частиц по размерам. Содержание частиц размером менее 3 мкм составило 18,68%, 19,04% и 19,15% соответственно, что свидетельствует о относительно высоком содержании мелкого порошка. Вероятно, именно это высокое содержание мелких частиц привело к образованию комков и агломерации цемента.
Анализ общедоступных метеорологических данных по региону, в котором расположен завод А, за последние годы выявил общую тенденцию к повышению средней относительной влажности воздуха. Кроме того, в прошлом году относительная влажность превышала 80%. Такой влажный воздух способствовал поглощению влаги и гидратации цемента во время хранения.
Таким образом, мы пришли к выводу, что основной причиной образования комков на заводе А было высокое содержание мелкой пудры (<3 мкм). Высокие температуры вызывали дегидратацию десульфированного гипса. Этот эффект в сочетании с влагой из воздуха совместно вызывал гидратацию и твердение цемента. Этот процесс начинался с зародышеобразования и образования шариков, постепенно перерастая в комковатые образования.
3. Меры по улучшению и их результаты
Исходя из вышеизложенных выводов, на заводе А были приняты следующие меры:
(1) Температуру цемента на выходе из мельницы удалось снизить за счет увеличения расхода воздуха на выходе из мельницы и увеличения подачи охлаждающего воздуха на классификаторе. Кроме того, регулярно меняли направление выхода клинкера. В результате температура газов на выходе из мельницы снизилась со 100 °C до примерно 90 °C.
(2) Доля десульфурированного гипса была снижена с 5,51 т/ч до 4,81 т/ч.
(3) Усилили диспергирующее действие помольного реагента для ускорения потока материала в шаровой мельнице. Это позволило увеличить циркуляционную нагрузку на шаровую мельницу, снизить локальное накопление тепла и свести к минимуму образование мелкой пудры. Содержание мелкой пудры размером менее 3 мкм было ограничено уровнем ниже 17%. Кроме того, было сведено к минимуму время хранения цемента в силосах.
После того как в течение определенного периода были израсходованы имевшиеся запасы цемента, количество цемента, скомковавшегося и образовавшего комки, извлекаемого из силосов, значительно сократилось. За последние шесть месяцев не было зафиксировано ни одного случая засорения выпускных отверстий или скопления материала во время погрузки поездов.
4. Заключение
Основными причинами комкования цемента на заводе А стали высокая температура поступающего цемента, в результате чего кристаллическая вода в десульфурированном гипсе превратилась в свободную воду, а также последующее медленное поглощение влаги из влажной окружающей среды во время хранения. Это привело к увеличению влажности цемента. Высокая доля мелкой фракции (<3 мкм) в цементе привела к предварительной гидратации части мелких частиц, что постепенно привело к образованию крупных комков. Принятые меры позволили успешно решить проблему комкования.