منذ بدء التشغيل في مايو 2007، واجه نظام الطحن المسبق للأسمنت في الشركة (أ) أعطالًا متكررة في مكبس الأسطوانة. وتشمل هذه المشكلات ضغط العمل المنخفض وغير المستقر على كلا الجانبين، والضبط غير السليم لصمام توزيع المواد، وحجم الجسيمات الكبير للمادة الخارجة من المكبس الدوارة، وانخفاض الإنتاج في الساعة، وارتفاع استهلاك طاقة الطحن، وضعف الكفاءة الاقتصادية الكلية. ستشارك هذه المقالة تجاربنا وتدابير التحسين في التحكم في مكبس البكرات.
المشكلة 1: التوزيع غير المتكافئ للمواد الذي يسبب تقلبات الضغط
السبب الجذري:
اختلال محاذاة لوحة توجيه المواد (بزاوية 45 درجة تجاه الأسطوانة الثابتة)
80% تدفق المواد المنحاز إلى جانب الأسطوانة الثابتة
تجويع جانب الأسطوانة المتحركة → عدم استقرار الضغط
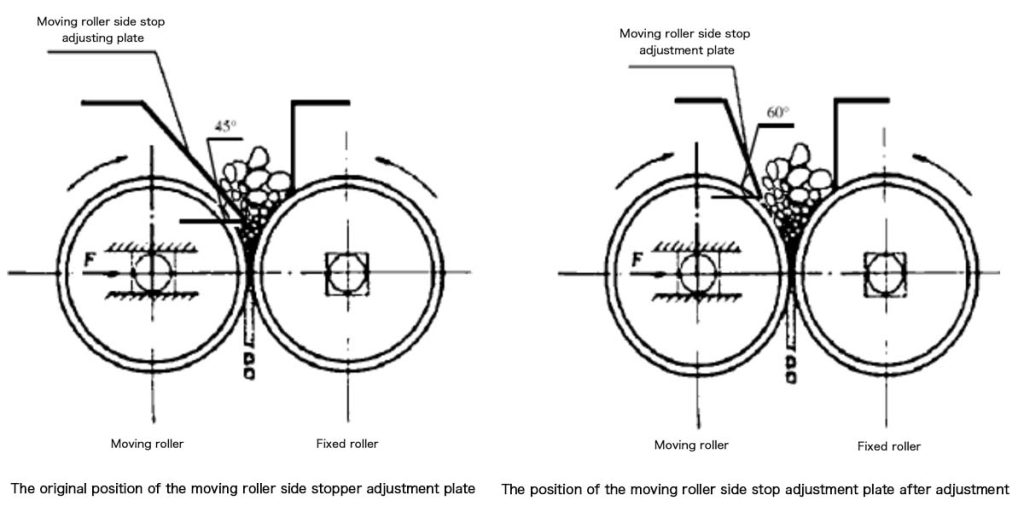
الحل:
لوحة توجيه معاد وضعها إلى زاوية 60 درجة في مواجهة الأسطوانة المتحركة الخارجية
ضبط فجوة الأسطوانة الأولية إلى 10 مم للتشكيل الأمثل لطبقة المواد
النتيجة: توزيع التدفق المتوازن → استقرار الضغط خلال 72 ساعة
المشكلة 2: ضغط هيدروليكي منخفض (6.0 ميجا باسكال مقابل 8.2 ميجا باسكال مطلوب)
التشخيص:
تم ضبط ضغط النظام الأولي على 6.0 ميجا باسكال (أقل من الحد الأدنى)
لم تتمكن المضخات الهيدروليكية من تعويض تمدد فجوة الأسطوانة
إصلاح:
زيادة الضغط الأولي إلى 6.5 ميجا باسكال
معدل تغذية مستقر عند 220 ± 5 طن/ساعة
النتيجة:
تم الوصول إلى ضغط العمل 8.2 - 8.6 ميجا باسكال
تحسنت نسبة التكسير من 4.09 إلى 10.10
تسليط الضوء على البيانات:
| المعلمة | قبل | بعد | التغيير |
|---|---|---|---|
| ضغط العمل | 7.4 ميجا باسكال | 8.6 ميجا باسكال | +16.2% |
| سحب الطاقة | 42 كيلو وات | 35 كيلو وات | -16.6% |
المشكلة 3: سوء تهيئة صمام توزيع المواد
خطأ:
فتحة الصمام مضبوطة على 20% → تراكم مواد الحافة
الجسيمات الخشنة (حوالي 10 مم) في المنتج النهائي
تصحيح:
فتح الصمام المعدل إلى 23%
مزالق حافة خالية من المزالق كل 4 ساعات
التحقق:
لا مزيد من تراكم المواد
توزيع حجم الجسيمات:
5 مم: 0% (12% سابقاً)
<أقل من 2 مم: 89% (63% سابقاً)
مقارنة الأداء قبل/بعد الأداء
| مؤشر الأداء الرئيسي | الإصلاح المسبق | ما بعد الإصلاح | التحسينات |
|---|---|---|---|
| متوسط حجم الجسيمات | 3.81 مم | 1.54 مم | 59.6% |
| مخرجات النظام | 100% | 113.1% | +13.1% |
| استهلاك الطاقة | 100% | 83.4% | 16.6% |
سبب نجاح هذه الحلول
1- الميزة الميكانيكية
زاوية لوحة توجيه بزاوية 60 درجة لتحسين مسار المادة
يبني الضغط الأولي 6.5 ميجا باسكال قوة هيدروليكية كافية
2- تآزر العمليات
فتح الصمام عند 23% يوازن بين الإنتاجية وكفاءة الطحن
التنظيف المنتظم للحافة يمنع إعادة التدوير
نصائح محترفي الصيانة
🔧 الشيكات الشهرية:
توازي الأسطوانة المحاذاة بالليزر (تفاوت <0.1 مم/متر)
اختبار ضغط الشحن المسبق للمراكم الهيدروليكي
⚠️ الأعلام الحمراء:
تذبذبات الضغط >± 0.3 ميجا باسكال → فحص اتساق التغذية
طفرات الطاقة المفاجئة → فحص تشحيم المحمل
التحسينات الرئيسية التي تم تحقيقها
✅ +13.1% +13.1% في الساعة - زيادة إنتاج مطحنة الكرة
✅ 59.6% جسيمات أدق - انخفض الحجم المتوسط من 3.81 مم إلى 1.54 مم
توفير الطاقة ✅ 16.61 تيرابايت 3 تيرابايت - استهلاك طاقة طحن أقل
✅ ضغط مستقر 8.6 ميجا باسكال مستقر - بعد أن كان متذبذبًا بين 7.4 و7.8 ميجا باسكال
إذا كنت تواجه مشكلات مماثلة، فلا تتردد في اتصل بنا. يسعدنا تقديم المساعدة!