2007年5月の試運転以来、A社のセメント予備粉砕システムは、ロールプレスの頻繁な不具合に直面してきました。これらの問題とは、両側の作動圧力が低く不安定であること、材料分配バルブの調整が不適切であること、ロールプレスから出る材料の粒度が大きいこと、時間当たりの出力が低いこと、粉砕エネルギー消費量が多いこと、全体的な経済効率が悪いこと、などです。この記事では、ロールプレスを制御する際の経験と改善策を紹介します。
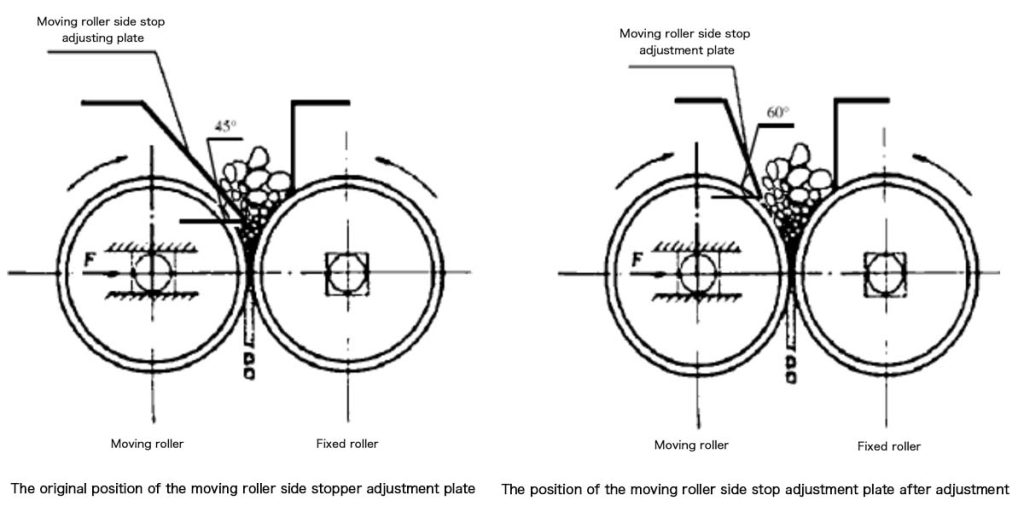
問題1:不均一な材料分布による圧力変動
根本的な原因:
解決策
ガイドプレートの位置変更 ムービングローラー外面に対して60°の角度
初期ローラーギャップの設定 最適なベッド形成のために10mmまで
結果 バランスの取れた流量分布 → 72時間以内に圧力が安定
問題2:油圧が低い(必要油圧8.2MPaに対して6.0MPa)
診断
初期システム圧力 6.0MPa (閾値以下)
油圧ポンプがローラーギャップの膨張を補正できず
修正します:
初期圧力の上昇 から6.5MPa
安定した送り速度 220±5 t/h
成果:
最高使用圧力 8.2-8.6MPa
破砕比は 4.09から10.10
| パラメータ | 前 | その後 | 変更 |
|---|
| 使用圧力 | 7.4MPa | 8.6MPa | +16.2% |
| パワードロー | 42kW | 35kW | -16.6% |
問題3:材料分配バルブの設定ミス
間違い:
バルブ開度 20% → エッジ材の蓄積
最終製品中の粗い粒子(~10mm
訂正します:
バルブ開度調整 23%へ
クリアされたエッジシュート 4時間ごと
検証:
材料の蓄積をなくします
粒度分布:
5mm:0%(旧12%)
<2mm:89%(以前は63%)
パフォーマンス比較
| KPI | プリフィックス | 修正後 | 改善 |
|---|
| 平均粒子径 | 3.81mm | 1.54mm | 59.6% |
| システム出力 | 100% | 113.1% | +13.1% |
| エネルギー消費 | 100% | 83.4% | 16.6% |
これらのソリューションが有効な理由
1.機械的利点
60°のガイドプレート角度で材料の軌道を最適化
初期圧力6.5MPaで十分な油圧力を発揮
メンテナンス・プロのアドバイス
毎月の小切手:
⚠️ レッドフラッグ:
達成された主な改善点
ボールミル増産 ✅ +13.1% 時間当たり出力
✅ 59.6% より微細な粒子 - 平均粒径が3.81mmから1.54mmに縮小
✅ 16.6%の省エネ - 低い研削消費電力
✅ 安定した 8.6MPa の圧力 - 変動する 7.4-7.8MPa から上昇
同じような問題に直面した場合は、お気軽に下記までご連絡ください。 お問い合わせ.喜んでお手伝いします!