Desde a sua entrada em funcionamento em maio de 2007, o sistema de pré-moagem de cimento da Empresa A tem-se deparado com falhas frequentes na prensa de rolos. Estes problemas incluem pressão de trabalho baixa e instável em ambos os lados, ajuste inadequado da válvula de distribuição de material, grande tamanho de partícula do material que sai da prensa de rolos, baixa produção horária, elevado consumo de energia de moagem e fraca eficiência económica global. Este artigo irá partilhar as nossas experiências e medidas de melhoria no controlo da prensa de rolos.
Problema 1: Distribuição irregular de material que provoca flutuações de pressão
Causa principal:
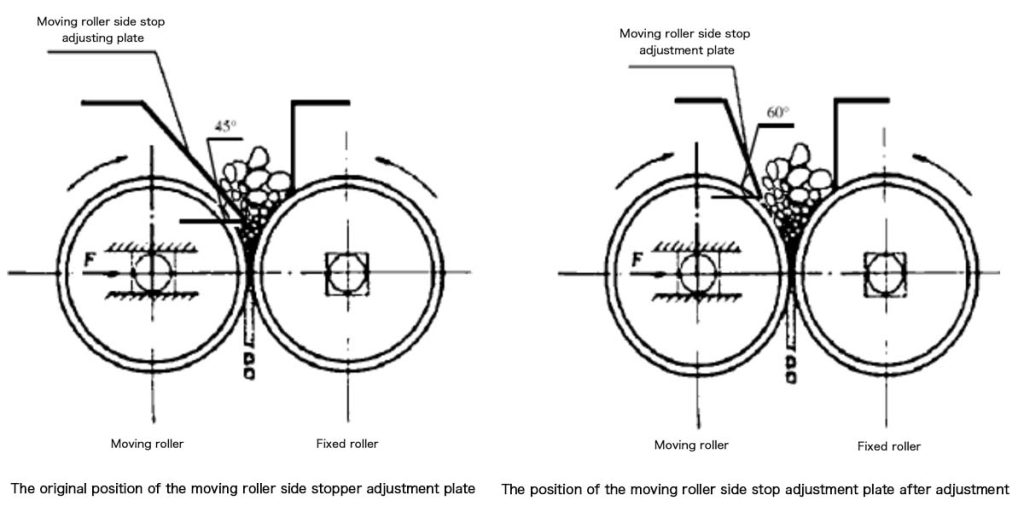
Desalinhamento da placa de guia do material (ângulo de 45° em direção ao rolo fixo)
80% fluxo de material inclinado para o lado do rolo fixo
Esgotamento do lado do rolo móvel → instabilidade de pressão
Resolve o problema:
Placa de guia reposicionada a um ângulo de 60° em relação ao exterior do cilindro móvel
Defina a folga inicial do rolo a 10 mm para uma formação óptima do leito de material
Resultado: Distribuição equilibrada do fluxo → pressão estabilizada em 72 horas
Problema 2: Baixa pressão hidráulica (6,0MPa vs. 8,2MPa necessários)
Diagnóstico:
Pressão inicial do sistema regulada para 6.0MPa (abaixo do limiar)
As bombas hidráulicas não conseguiam compensar a expansão da folga dos rolos
Fixe:
Aumento da pressão inicial a 6,5MPa
Taxa de alimentação estabilizada a 220±5 t/h
Resultado:
Pressão de trabalho atingida 8,2-8,6MPa
O rácio de trituração melhorou de 4.09 a 10.10
Dados em destaque:
| Parâmetro | Antes de | Depois de | Alterar |
|---|---|---|---|
| Pressão de trabalho | 7,4MPa | 8,6MPa | +16.2% |
| Consumo de energia | 42kW | 35kW | -16.6% |
Problema 3: Configuração incorrecta da válvula de distribuição de material
Erro:
Abertura da válvula regulada para 20% → acumulação de material nos bordos
Partículas grossas (~10mm) no produto acabado
Correção:
Abertura da válvula ajustada para 23%
Calhas de bordo limpas de 4 em 4 horas
Verificação:
Não há mais acumulação de material
Distribuição do tamanho das partículas:
5mm: 0% (anteriormente 12%)
<2mm: 89% (anteriormente 63%)
Comparação de desempenho antes/depois
| KPI | Pré-fixação | Pós-correção | Melhoria |
|---|---|---|---|
| Avg. Tamanho da partícula | 3,81 mm | 1,54 mm | 59.6% |
| Saída do sistema | 100% | 113.1% | +13.1% |
| Consumo de energia | 100% | 83.4% | 16.6% |
Porque é que estas soluções funcionam
1. vantagens mecânicas
O ângulo de 60° da placa de guia optimiza a trajetória do material
A pressão inicial de 6,5 MPa cria uma força hidráulica suficiente
2. sinergia de processos
A abertura da válvula no 23% equilibra o rendimento e a eficiência de trituração
A limpeza regular da calha de bordo evita a recirculação
Dicas para profissionais de manutenção
Cheques mensais:
Alinhamento a laser do paralelismo dos rolos (tolerância <0,1 mm/m)
Teste a pressão de pré-carga do acumulador hidráulico
⚠️ Sinais de alerta:
Flutuações de pressão >±0,3MPa → Verifique a consistência da alimentação
Picos de energia repentinos → Inspeccione a lubrificação dos rolamentos
Principais melhorias alcançadas
✅ +13.1% produção horária - Aumento da produção do moinho de bolas
✅ 59.6% partículas mais finas - Tamanho médio reduzido de 3.81mm para 1.54mm
Poupança de energia ✅ 16,6% - Menor consumo de energia de moagem
Pressão estável de 8,6 MPa - acima da flutuação de 7,4-7,8 MPa
Se tiver problemas semelhantes, sinta-se à vontade para contactar-nos. Temos todo o gosto em ajudar-te!