El proceso de molienda del cemento utiliza un sistema combinado de circuito abierto. Este sistema consta de una prensa de rodillos de Φ200-180 y una de Ø4,2 m × 13 m molino de bolas. Sin embargo, el elevador de recirculación de material del sistema se enfrentaba a graves problemas. Funcionaba bajo una carga y una corriente elevadas. En consecuencia, las cadenas, las cucharas y la rejilla de dispersión del separador en V sufrían un desgaste severo. Esto provocaba una elevada tasa de averías, una carga de trabajo de mantenimiento significativa y reparaciones costosas. En última instancia, estos problemas provocaron un bajo rendimiento del sistema y un elevado consumo energético en la molienda del cemento.
Se incorporó un nuevo elevador al sistema de prensado de rodillos. Esta modificación no solo redujo la carga sobre el elevador de recirculación original, sino que también aumentó la tasa de circulación de la prensa de rodillos. Además, redujo la tasa de averías, el esfuerzo de mantenimiento y los costes. Se logró con éxito el objetivo de aumentar la producción y reducir el consumo.
Introducción
Una empresa explota una línea de clinker de 5 000 t/d y otra de 2 500 t/d. La línea de 5 000 t/d entró en funcionamiento en noviembre de 2020. Su línea de molienda de cemento #3, que la complementa, utiliza el proceso de molienda combinada en circuito abierto con una prensa de rodillos de Φ200-180 y un molino de bolas de Ø4,2 × 13 m. La línea tiene una producción nominal del molino de 260 t/h y una capacidad anual de 1,9 millones de toneladas.
En la actualidad, el sistema de molienda de cemento #3 se ve limitado por la capacidad insuficiente del elevador de material de recirculación existente procedente de la prensa de rodillos. Esto provoca una baja producción de cemento y un elevado consumo energético. Por lo tanto, la empresa decidió modernizar el sistema de la prensa de rodillos mediante la incorporación de un nuevo elevador.
Situación previa a la rehabilitación
El sistema de molienda de cemento #3 utiliza el proceso de molienda combinada en circuito abierto con una prensa de rodillos de Φ200-180 y un molino de bolas de Ø4,2 m × 13 m. Actualmente, para la producción de cemento P·O 42,5, su rendimiento es de 240-270 t/h, y su consumo energético en la molienda es de 33-34 kWh/t. En comparación con otros sistemas que cuentan con el mismo equipo principal, su capacidad es relativamente baja y su consumo energético es elevado.
El elevador de recirculación original tenía una capacidad nominal de 1 650 t/h y una capacidad máxima de 2 000 t/h. El rendimiento nominal de la prensa de rodillos es de 1 500-1 800 t/h. Además, entre 260 y 280 t/h de material nuevo también se introducen primero en este elevador de recirculación. Este se mezcla con el material en recirculación y, conjuntamente, entra en el separador en V (en lo sucesivo, “separador en V”). Por lo tanto, la capacidad de manipulación requerida para el elevador de recirculación alcanza las 1 760-2 060 t/h.
Para garantizar un funcionamiento estable y seguro, la tasa de carga del elevador de recirculación solo podía controlarse entre 85% y 90%, lo que supone una tasa de manipulación real de 1700-1800 t/h. De lo contrario, la corriente del motor del elevador activaría con frecuencia la alarma, al superar los 390 A. No se podría cumplir el requisito de caudal máximo del sistema para una producción eficiente (alrededor de 2200 t/h).
Debido al elevado caudal de material, la carga pesada y la alta intensidad de corriente, las cadenas, las cubetas y la rejilla de dispersión del separador en V sufrieron un desgaste considerable. Esto provocó una elevada tasa de averías en el reductor del elevador de recirculación, lo que requirió importantes trabajos de mantenimiento y supuso un coste considerable. Era necesario sustituir el juego completo de cadenas y cangilones del elevador cada año y medio, lo que suponía un coste superior a 1 millón de RMB. El reductor fallaba en múltiples ocasiones a lo largo de un año.
En consecuencia, la producción solo pudo continuar reduciendo el volumen de material en recirculación en el sistema de prensas de rodillos. Esto limitó el rendimiento del sistema y dio lugar a un elevado consumo de energía por tonelada de cemento.
Solución de modernización
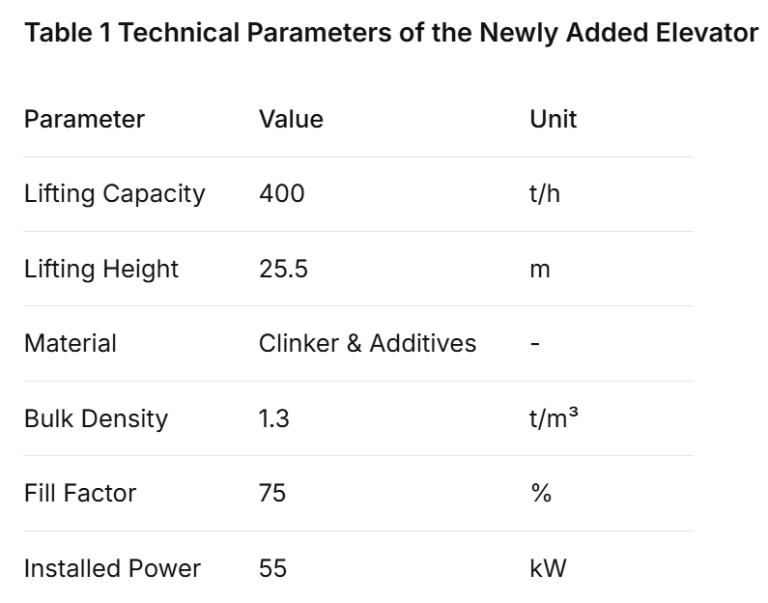
Tras comparar varios planes de modificación técnica, la empresa decidió incorporar un nuevo elevador al sistema de prensas de rodillos (véase la tabla 1).
La cabeza y el sistema de accionamiento de la cinta transportadora existente procedente del silo de mezcla de cemento se desplazaron 2 metros hacia el silo para dejar espacio al nuevo elevador. Se desmontó la tolva de descarga exterior existente y se instaló el nuevo elevador a nivel del suelo, a 0,000 m. Se realizaron aberturas en las losas de forjado existentes a las cotas de 6,000 m, 12,500 m, 23,000 m, 30,000 m y 37,500 m para permitir el paso del nuevo elevador.
Se utilizó el colector de polvo ya existente. El pequeño colector de polvo y el ventilador situados en el nivel de 12 500 m se reubicaron para garantizar el control del polvo en los puntos de transferencia del nuevo ascensor. Se instaló una plataforma de acero para mantenimiento en la parte superior del nuevo ascensor y se reforzaron algunas estructuras de acero ya existentes.
Los cables de alimentación y control del nuevo ascensor se conectaron a circuitos libres de la sala de distribución eléctrica existente, y se instalaron nuevos botones locales de arranque y parada. El nuevo ascensor transporta el pienso fresco hasta la tubería de alimentación situada en la parte superior del silo estabilizador, donde se mezcla con el material que sale del separador en V antes de entrar en el silo.
También se realizaron modificaciones en la sección del depósito estabilizador de la prensa de rodillos: se aumentó el diámetro de la rampa existente entre el separador en V y el depósito estabilizador para evitar atascos. Ahora, el material fresco entra en esta rampa de forma vertical para evitar la segregación; además, la rampa se ha revestido con placas resistentes al desgaste. Se ha instalado una placa de distribución en el interior de la tolva de estabilización para evitar la segregación, y la sección cónica de la tolva se ha modificado y revestido con placas resistentes al desgaste.
Se sustituyó la rampa que va desde la tolva estabilizadora hasta la prensa de rodillos. Se instaló una compuerta manual de varilla para facilitar las tareas de mantenimiento, y se aumentó el tamaño de la válvula de aleta neumática para garantizar un nivel de material y una presión estables antes de la prensa de rodillos. Se sustituyeron el dispositivo de alimentación original de la prensa de rodillos y los deflectores internos para permitir un ajuste que garantizara una separación uniforme entre los rodillos.
Las obras de ingeniería civil para los cimientos del nuevo ascensor, junto con la instalación de los equipos y las pruebas de funcionamiento sin carga, se completaron durante los periodos de producción. La integración final en el sistema solo requirió una parada de la fábrica por mantenimiento para conectar las interfaces.
El nuevo elevador tiene una capacidad de 400 t/h (máx. 450 t/h), lo que satisface las necesidades de producción. Está equipado con un sensor de velocidad y un indicador de nivel en la parte inferior para supervisar su funcionamiento. El sistema original, en el que la materia prima fresca entraba en el elevador de recirculación, se ha conservado como sistema de respaldo en caso de avería del nuevo elevador, lo que evita interrupciones en la producción.
Resolución de problemas durante la fase de pruebas y resultados de la modernización
Durante la fase inicial de funcionamiento de prueba, el nuevo elevador presentaba con frecuencia alarmas de baja velocidad, nivel alto y sobrecarga, lo que provocaba paradas. El análisis reveló que se trataba de falsas alarmas provocadas por la acumulación de material, lo que generaba un nivel elevado en la boca de entrada del elevador. Se redujo la anchura de la abertura de entrada y su distancia respecto a las cubetas, y se reajustó el dispositivo tensor del elevador. Tras aplicar estas medidas, el funcionamiento del nuevo elevador se normalizó gradualmente.
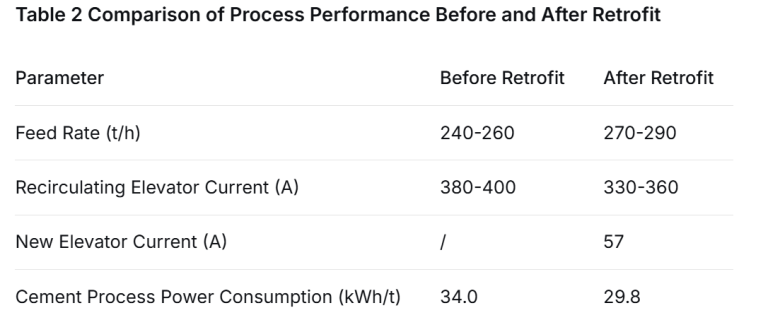
En la tabla 2 se muestran los parámetros clave del proceso para la producción de cemento P·O 42,5 antes y después de la modernización.
Conclusión
El sistema de molienda combinada de cemento volvió a su ritmo de producción habitual poco después de la instalación del nuevo elevador. El nuevo elevador funciona sin problemas, sin ruidos anómalos, y requiere un mantenimiento mínimo. La producción del sistema aumentó fácilmente en 30 t/h. El consumo de energía por tonelada de cemento se redujo de 34,0 kWh/t, antes de la modernización, a 29,8 kWh/t.
Esta modernización no solo ha reportado beneficios económicos gracias al aumento de la producción y a la reducción del consumo, sino que también ha aportado beneficios sociales mediante la reducción de las emisiones de CO₂ asociadas a un menor consumo de electricidad.