O processo de moagem de cimento utiliza um sistema combinado em circuito aberto. Este sistema é composto por uma prensa de rolos Φ200-180 e uma prensa de Ø4,2m×13m moinho de bolas. No entanto, o elevador de material recirculante do sistema enfrentava grandes problemas. Funcionava sob carga e corrente elevadas. Consequentemente, as correntes, os baldes e a grelha de dispersão no separador tipo V sofreram um desgaste acentuado. Isto levou a uma elevada taxa de avarias, a uma carga de trabalho de manutenção significativa e a reparações dispendiosas. Em última análise, estes problemas resultaram num baixo rendimento do sistema e num elevado consumo de energia para a moagem de cimento.
Foi acrescentado um novo elevador ao sistema de prensa de rolos. Esta modificação não só reduziu a carga no elevador de recirculação original, como também aumentou a taxa de circulação da prensa de rolos. Além disso, reduziu a taxa de falhas, o esforço de manutenção e os custos. O objetivo de aumentar a produção e reduzir o consumo foi alcançado com sucesso.
Introdução
Uma empresa opera uma linha de clínquer de 5000 t/d e uma linha de clínquer de 2500 t/d. A linha de 5000t/d começou a funcionar em novembro de 2020. A sua linha de moagem de cimento #3 de apoio utiliza o processo de moagem combinado em circuito aberto com uma prensa de rolos Φ200-180 e um moinho de bolas de Ø4,2×13m. A linha tem uma produção de moagem projectada de 260 t/h e uma capacidade anual de 1,9 milhões de toneladas.
Atualmente, o sistema de moagem de cimento #3 está limitado pela capacidade insuficiente do elevador de material de recirculação existente da prensa de rolos. Isto provoca uma baixa produção de cimento e um elevado consumo de energia. Por conseguinte, a empresa decidiu reequipar o sistema de prensa de rolos, acrescentando um novo elevador.
Situação antes do retrofit
O sistema de moagem de cimento #3 utiliza o processo de moagem combinada em circuito aberto com uma prensa de rolos Φ200-180 e um moinho de bolas Ø4,2m×13m. Atualmente, para produzir cimento P-O 42.5, a sua produção é de 240-270 t/h, e o seu consumo de energia de moagem é de 33-34 kWh/t. Em comparação com outros sistemas com o mesmo equipamento principal, a sua capacidade é relativamente baixa e o seu consumo de energia é elevado.
O elevador de recirculação original tinha uma capacidade projectada de 1650 t/h e uma capacidade máxima de 2000 t/h. O rendimento projetado da prensa de rolos é de 1500-1800 t/h. Além disso, 260-280 t/h de alimentação fresca também entram primeiro neste elevador de recirculação. Mistura-se com o material em recirculação e, em conjunto, entra no separador de tipo V (a seguir designado “Separador V”). Assim, a capacidade de manuseamento necessária para o elevador de recirculação atinge 1760-2060 t/h.
Para garantir um funcionamento estável e seguro, a taxa de carga do elevador de recirculação só podia ser controlada a 85%-90%, o que significa uma taxa de circulação efectiva de 1700-1800 t/h. Caso contrário, a corrente do motor do elevador entraria frequentemente em alarme, excedendo os 390 A. Não poderia cumprir o requisito de taxa de circulação máxima do sistema para uma produção eficiente (cerca de 2200 t/h).
Devido ao elevado débito de material, à carga pesada e à corrente elevada, as correntes, os baldes e a grelha de dispersão do separador em V sofreram um desgaste acentuado. Isto levou a uma elevada taxa de avarias no redutor do elevador de recirculação, exigindo um trabalho de manutenção e custos substanciais. Um conjunto completo de correntes e baldes do elevador precisava de ser substituído a cada 1,5 anos, custando mais de 1 milhão de RMB. O redutor falhou várias vezes no espaço de um ano.
Consequentemente, a produção só podia continuar através da redução do volume de material recirculado no sistema de prensa de rolos. Isto limitou o rendimento do sistema e resultou num elevado consumo de energia por tonelada de cimento.
Solução de reequipamento
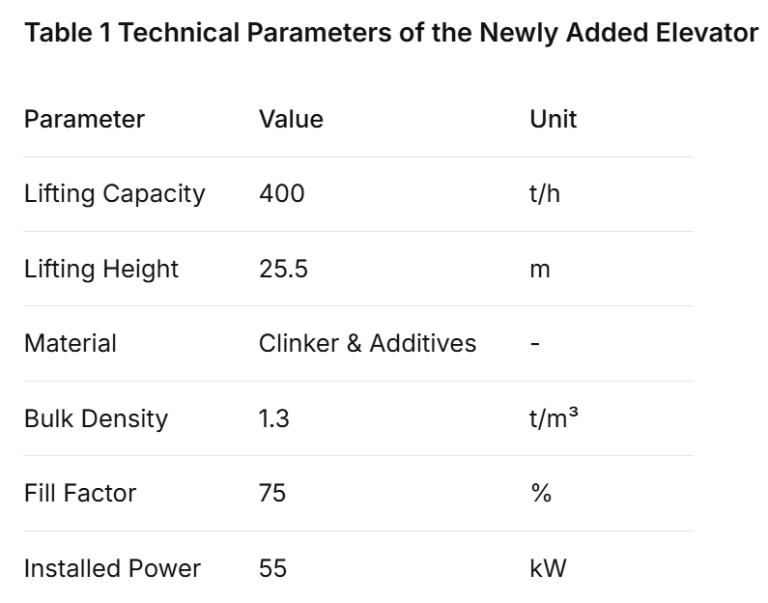
Depois de comparar vários planos de modificação técnica, a empresa decidiu acrescentar um novo elevador ao sistema de prensa de rolos (ver Quadro 1).
A cabeça e o sistema de acionamento do transportador de correia existente a partir do silo de mistura de cimento foram deslocados 2 metros em direção ao silo para criar espaço para o novo elevador. O silo de descarga externo existente foi desmontado e o novo elevador foi instalado no nível do solo a 0,000m. Foram criadas aberturas nas lajes de piso existentes nas cotas 6.000m, 12.500m, 23.000m, 30.000m e 37.500m para a passagem do novo elevador.
O coletor de poeiras existente foi utilizado. O pequeno coletor de poeiras e o ventilador situados no nível 12.500m foram deslocados para controlar as poeiras nos pontos de transferência do novo elevador. Foi instalada uma plataforma de aço para manutenção na cabeceira do novo elevador e algumas estruturas de aço existentes foram reforçadas.
Os cabos de alimentação e controlo do novo elevador foram ligados a circuitos de reserva na sala de distribuição de energia existente e foram instalados novos botões locais de arranque/paragem. O novo elevador transporta a alimentação fresca para o tubo de alimentação no topo do silo de estabilização, onde se mistura com o material que sai do separador em V antes de entrar no silo.
Foram também efectuadas modificações na secção do silo de estabilização da prensa de rolos: O diâmetro da calha existente desde o separador em V até ao silo de estabilização foi aumentado para evitar entupimentos. A alimentação fresca entra agora nesta calha verticalmente para evitar a segregação do material; a calha foi revestida com placas resistentes ao desgaste. Foi instalada uma placa de distribuição no interior do silo de estabilização para evitar a segregação e a secção cónica do silo foi modificada e revestida com placas resistentes ao desgaste.
A calha do silo de estabilização para a prensa de rolos foi substituída. Foi instalado um portão manual para fins de manutenção e o tamanho da válvula pneumática foi aumentado para garantir um nível estável de material e pressão antes da prensa de rolos. O dispositivo de alimentação da prensa de rolos original e as placas deflectoras internas foram substituídos para permitir o ajuste, assegurando um espaço uniforme entre os rolos.
Os trabalhos de engenharia civil para a fundação do novo elevador, juntamente com a instalação do equipamento e os ensaios em vazio, foram concluídos durante os períodos de produção. A integração final no sistema exigiu apenas uma paragem da fábrica para manutenção, a fim de ligar as interfaces.
O novo elevador tem uma capacidade de 400 t/h (máx. 450 t/h), satisfazendo as necessidades de produção. Está equipado com um sensor de velocidade e um indicador de nível na parte inferior para monitorizar o funcionamento. O sistema original, em que a alimentação fresca entrava no elevador de recirculação, foi mantido como reserva em caso de falha do novo elevador, evitando paragens de produção.
Resolução de problemas durante o funcionamento do ensaio e resultados da adaptação
Durante o funcionamento inicial, o novo elevador apresentava frequentemente alarmes de baixa velocidade, de nível elevado e de sobrecarga, provocando disparos. A análise mostrou que se tratava de falsos alarmes acionados pela acumulação de material que criava um nível elevado na bota do elevador. A largura da abertura de entrada e a sua distância aos baldes foram reduzidas e o dispositivo de tensionamento do elevador foi reajustado. Após estas medidas, o funcionamento do novo elevador normalizou-se gradualmente.
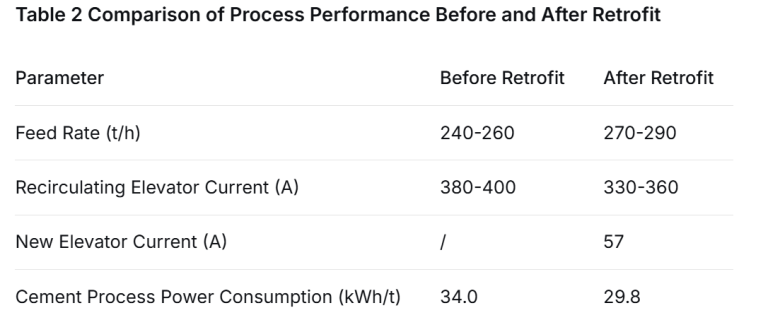
Os principais parâmetros do processo de produção de cimento P-O 42.5 antes e depois da adaptação são apresentados no Quadro 2.
Conclusão
O sistema de moagem combinada de cimento voltou à produção normal pouco depois de adicionar o novo elevador. O novo elevador funciona sem problemas, sem ruídos anormais e requer uma manutenção mínima. A produção do sistema aumentou facilmente em 30 t/h. O consumo de energia por tonelada de cimento baixou de 34,0 kWh/t antes da adaptação para 29,8 kWh/t.
Esta adaptação não só trouxe benefícios económicos devido ao aumento da produção e à redução do consumo, como também proporcionou benefícios sociais através da redução das emissões de CO2 associadas a um menor consumo de eletricidade.