С момента ввода в эксплуатацию в мае 2007 года система предварительного помола цемента компании A часто сталкивалась с неполадками в работе валкового пресса. К ним относятся низкое и нестабильное рабочее давление с обеих сторон, неправильная регулировка клапана распределения материала, крупный размер частиц материала, выходящего из валкового пресса, низкая часовая производительность, высокий расход энергии на помол и низкая общая экономическая эффективность. В этой статье мы поделимся нашим опытом и мерами по улучшению управления валковым прессом.
Проблема 1: Неравномерное распределение материала, вызывающее колебания давления
Коренная причина:
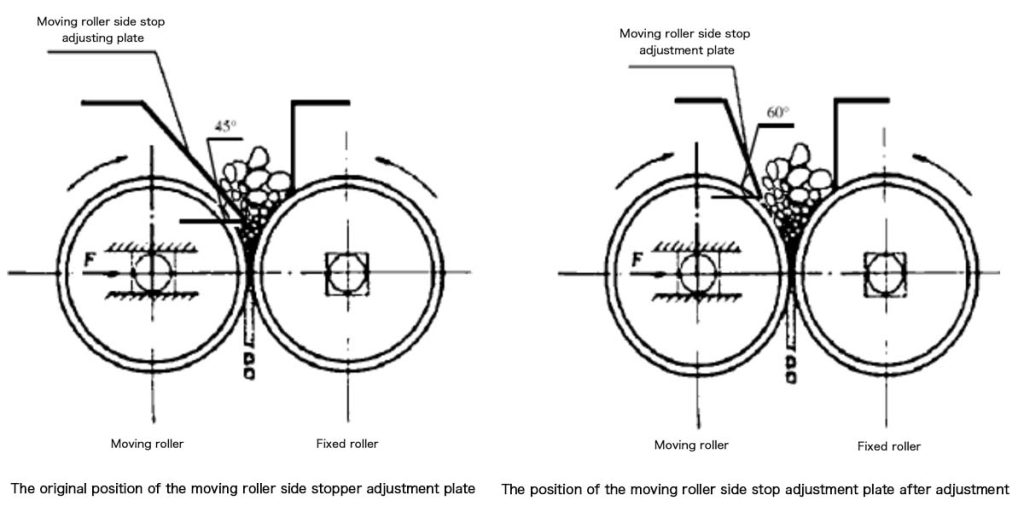
Перекос направляющей пластины материала (угол 45° по отношению к неподвижному ролику)
80% Поток материала смещен в сторону неподвижного ролика
Боковое голодание подвижного ролика → нестабильность давления
Решение:
Перестановка направляющей пластины до угла 60°, направленного на внешнюю сторону движущегося ролика
Установите начальный зазор между роликами до 10 мм для оптимального формирования слоя материала
Результат: Сбалансированное распределение потока → давление стабилизируется в течение 72 часов
Проблема 2: Низкое гидравлическое давление (6.0MPa против требуемого 8.2MPa)
Диагноз:
Начальное давление в системе установлено на 6.0MPa (ниже порога)
Гидравлические насосы не могли компенсировать расширение зазора между роликами
Исправьте:
Повышенное начальное давление до 6,5 МПа
Стабилизированная скорость подачи при 220±5 т/ч
Результат:
Достигнутое рабочее давление 8.2-8.6 МПа
Коэффициент дробления улучшился с 4.09 - 10.10
Прожектор данных:
| Параметр | До | После | Изменить |
|---|---|---|---|
| Рабочее давление | 7.4MPa | 8.6MPa | +16.2% |
| Потребляемая мощность | 42 кВт | 35 кВт | -16.6% |
Проблема 3: Неправильная конфигурация клапана распределения материалов
Ошибка:
Открытие клапана установлено на 20% → Наращивание кромочного материала
Крупные частицы (~10 мм) в готовом продукте
Исправление:
Отрегулированное открытие клапана до 23%
Очищенные краевые желоба каждые 4 часа
Верификация:
Больше никаких накоплений материала
Распределение частиц по размерам:
5 мм: 0% (ранее 12%)
<2 мм: 89% (ранее 63%)
Сравнение производительности до/после
| KPI | Префикс | Пост-фикс | Улучшение |
|---|---|---|---|
| Avg. Размер частиц | 3.81 мм | 1.54 мм | 59.6% |
| Системный выход | 100% | 113.1% | +13.1% |
| Потребление энергии | 100% | 83.4% | 16.6% |
Почему эти решения работают
1.Механическое преимущество
Угол наклона направляющей пластины 60° оптимизирует траекторию движения материала
Начальное давление 6,5 МПа создает достаточную гидравлическую силу
2.Синергия процессов
Открытие клапана в 23% позволяет сбалансировать производительность и эффективность измельчения
Регулярная очистка желоба по краям предотвращает рециркуляцию
Советы профессионалов по обслуживанию
🔧 Ежемесячные чеки:
Выравнивание параллельности роликов лазером (допуск <0,1 мм/м)
Испытание давления предварительного заряда гидравлического аккумулятора
⚠️ Красные флажки:
Колебания давления >±0,3 МПа → Проверьте равномерность подачи
Внезапные скачки напряжения → Проверьте смазку подшипников
Основные достигнутые улучшения
✅ +13.1% часовая производительность - увеличение производительности шаровой мельницы
✅ 59.6% более мелкие частицы - средний размер уменьшился с 3,81 мм до 1,54 мм
✅ 16.6% экономия энергии - Более низкое потребление энергии при измельчении
✅ Стабильное давление 8,6 МПа - по сравнению с колеблющимся 7,4-7,8 МПа
Если Вы столкнулись с подобными проблемами, пожалуйста, не стесняйтесь связаться с нами. Мы рады помочь!