1. Problèmes identifiés
Depuis 2020, l'usine A, une ligne de production de ciment par voie sèche, a fréquemment rencontré plusieurs problèmes. Ces problèmes comprenaient l'agglutination à l'intérieur des silos à ciment, la difficulté d'extraire le ciment des silos et l'accumulation de matériaux lors du chargement des trains en vrac. L'usine a mis en œuvre des contre-mesures telles que le nettoyage des silos, la réduction de la teneur en humidité des matériaux d'alimentation du broyeur et l'utilisation de cribles vibrants. Ces mesures ont permis d'atténuer les difficultés d'expédition du ciment, mais n'ont pas apporté de solution complète.
L'usine A exploite une ligne de fours à ciment. Son système de broyage du ciment utilise un processus combiné (en circuit fermé) avec une presse à rouleaux et un broyeur à boulets. Le problème d'agglutination et de blocage s'est principalement produit lors de l'expédition du type de ciment P-O 52.5. Ce ciment utilise du laitier et du calcaire comme matériaux mélangés, et du gypse désulfuré comme retardateur. Le gypse désulfuré contenait 18,8% d'eau cristalline et 40,6% de SO₃. Les objectifs de contrôle de la qualité de la production de ciment étaient les suivants Résidu de tamisage de 45 μm (7 ± 2)%, surface spécifique (340 ± 10) m²/kg, et teneur en SO₃ (2,5 ± 0,2)%.
2. Enquêtes et essais
2.1. Situation d'agglutination et essais expérimentaux
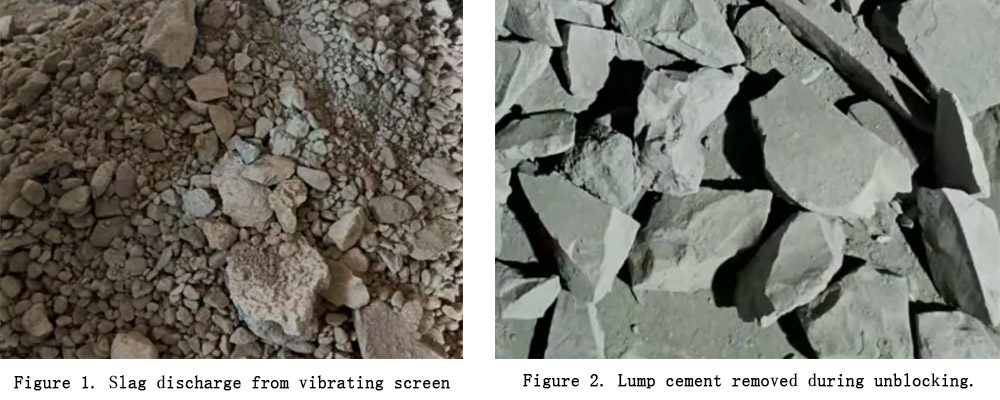
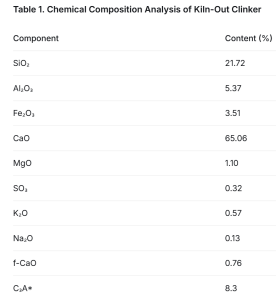
L'incident le plus récent s'est produit dans le silo 3, qui stocke du ciment P-O 52.5. Des morceaux de ciment ont bloqué la sortie de décharge, entravant le flux de matériaux. Les ouvriers ont dégagé le blocage en utilisant de l'air à haute pression et en retirant manuellement les gros morceaux. Par la suite, aucun autre blocage ou problème d'écoulement ne s'est produit pendant une semaine. Il est à noter que six mois avant ce blocage, un crible vibrant avait été installé à l'entrée du silo. La figure 1 montre les particules de ciment grumeleuses tamisées à l'entrée. Les gros morceaux avaient déjà acquis une résistance considérable, puisqu'ils ne se brisaient pas lorsqu'on les laissait tomber d'une hauteur de 0,5 mètre. Toutefois, les particules plus petites pouvaient être écrasées à la main. La figure 2 montre des mottes durcies enlevées lors d'une précédente opération de déblaiement. Ce ciment a durci et gagné en solidité, résistant lui aussi largement à une chute de 0,5 mètre. En outre, des agglomérats ont été observés dans le ciment au cours du processus de chargement et d'expédition depuis le silo 3.
Nous avons pesé le ciment échantillonné extrait du silo et le matériau retenu sur un tamis à mailles carrées de 0,9 mm. La proportion massique de matériau broyé/aggloméré était de 10,51 TTP3. Les tests ont montré que la teneur en eau moyenne de ce matériau réduit en billes ou en morceaux était de 1,151 TTP3 et que l'humidité moyenne des morceaux de scories criblés (figure 1) était de 0,971 TTP3. Ces valeurs dépassent largement la limite de contrôle de 0,6%. Nous avons brossé à sec et broyé le matériau en boules sur le tamis de 0,9 mm. Le matériau broyé avait une surface spécifique de 405 m²/kg, soit environ 60 m²/kg de plus que la moyenne. Cela indique une teneur beaucoup plus élevée en poudre fine (particules de <3 μm) dans le matériau broyé par rapport à la moyenne du ciment utilisé. Par conséquent, l'agglomération et la mise en boule se produisent probablement plus facilement dans la poudre de ciment fine. Cela peut également être interprété comme le fait que la poudre fine est plus sujette à la préhydratation. Après le déchargement, environ 1 à 2 tonnes de ciment résiduel sont restées coincées près de la sortie de décharge à l'intérieur des camions-citernes retournés. Ce ciment était adhérent et s'est facilement émietté à la main. Sa teneur moyenne en humidité était de 0,96%, similaire à l'humidité excessive trouvée dans les morceaux et les billes.
2.2. Enquête sur les causes et vérification
Sur la base de l'humidité manifestement anormale dans les boules et les morceaux, nous en avons d'abord déduit la cause. Nous avons soupçonné que de petites particules de ciment subissaient une nucléation d'hydratation lorsqu'elles étaient exposées à l'eau (ou l'absorbaient) à des températures élevées. Ces particules se sont ensuite progressivement transformées en boules et en grumeaux au cours du stockage. Par conséquent, nous avons étudié plus en détail l'humidité du ciment, la température de sortie du broyeur et la distribution de la taille des particules.
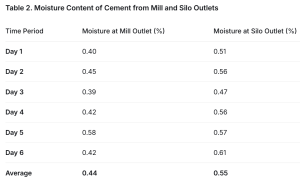
Nous avons contrôlé et enregistré en continu la teneur en humidité du ciment P-O 52,5 entrant dans le silo. Le tableau 2 présente les résultats. L'humidité moyenne était de 0,44% à la sortie du broyeur et de 0,55% à la sortie du silo. En revanche, l'humidité moyenne du ciment en billes et en morceaux était de 1,06%. Cela indique que le ciment a absorbé de l'humidité pendant le stockage, augmentant l'humidité globale de 0,111 TTP3T. L'humidité du ciment broyé/en morceaux a augmenté de 0,62%.
Nous avons également suivi la température du gaz à la sortie du broyeur pendant la production de P-O 52.5 (tableau 3). La température du gaz était inférieure de 5 à 10 °C à celle de la poudre. La température du ciment était d'environ 110 °C. Cette température élevée a créé les conditions nécessaires à la déshydratation du gypse désulfuré pendant le stockage. L'eau cristalline libérée du gypse s'est transformée en eau libre, qui a ensuite été absorbée par le ciment.

Nous avons prélevé des échantillons de ciment à la sortie du broyeur pour vérifier la taille des particules. Les valeurs de finesse obtenues par la méthode du tamis de 45 μm étaient de 7,1%, 5,5% et 6,0%. Ces valeurs correspondent essentiellement aux résultats de l'analyse granulométrique au laser : 6,79%, 5,22% et 5,25%. Les valeurs de surface spécifique obtenues par la méthode de perméabilité à l'air de Blaine étaient de 342 m²/kg, 336 m²/kg et 345 m²/kg. Les coefficients d'uniformité de la distribution de la taille des particules étaient de 1,107, 1,042 et 1,090. Dans un système de broyage en circuit fermé, cela indique une distribution granulométrique relativement étroite. La teneur en particules de <3 μm était respectivement de 18,68%, 19,04% et 19,15%, ce qui indique une teneur en poudre fine relativement élevée. Cette teneur élevée en particules fines a probablement induit la mise en boule et l'agglutination du ciment.
L'examen des données météorologiques publiques pour la région de l'usine A au cours des dernières années a montré une tendance générale à la hausse de l'humidité relative moyenne de l'air. En outre, l'humidité relative a dépassé 80% au cours de l'année écoulée. Cet air humide a favorisé l'absorption d'humidité et l'hydratation du ciment pendant le stockage.
Par conséquent, nous avons conclu que la cause principale de l'agglutination à l'usine A était la teneur élevée en poudre fine (<3 μm). Les températures élevées ont provoqué la déshydratation du gypse désulfuré. Cet effet, combiné à l'humidité de l'air, a induit conjointement l'hydratation et le durcissement du ciment. Ce processus a commencé par la nucléation et la formation de boules, qui se sont progressivement transformées en formations grumeleuses.
3. Mesures d'amélioration et résultats
Sur la base des conclusions ci-dessus, l'usine A a mis en œuvre les mesures suivantes :
(1) Ils ont réduit la température du ciment à la sortie du broyeur en augmentant le débit d'air à la sortie du broyeur et en introduisant davantage d'air de refroidissement au niveau du classificateur. Ils ont également changé régulièrement la sortie de clinker. En conséquence, la température des gaz de sortie du broyeur est passée de 100°C à environ 90°C.
(2) Réduction de la proportion de gypse désulfuré de 5,5% à 4,8%.
(3) Amélioration de l'effet dispersant de l'adjuvant de broyage afin d'accélérer le flux de matière dans le broyeur à boulets. Cela a permis d'augmenter la charge de circulation du broyeur à boulets, de réduire l'accumulation de chaleur localisée et de minimiser la production de poudre fine. La teneur en poudre fine de <3 μm a été contrôlée en dessous de 17%. En outre, le temps de stockage du ciment dans les silos a été réduit au minimum.
Après avoir consommé le stock de ciment existant pendant une certaine période, la quantité de ciment en boules et en morceaux extraite des silos a diminué de manière significative. Au cours des six derniers mois, aucun autre incident de blocage de la sortie de décharge ou d'accumulation de matériaux pendant le chargement des trains ne s'est produit.
4. Conclusion
Les principales causes de l'agglutination du ciment à l'usine A étaient la température élevée du ciment entrant, qui convertissait l'eau cristalline du gypse désulfuré en eau libre, et la lenteur de l'absorption de l'humidité de l'environnement humide pendant le stockage. La teneur en humidité du ciment s'en est trouvée augmentée. La proportion élevée de poudre fine (<3 μm) dans le ciment a entraîné la préhydratation de certaines particules fines, formant progressivement de gros amas. Les mesures mises en œuvre ont permis de résoudre avec succès le problème de l'agglutination.